عملیات فسفاته کردن بر روی مفتول هایی که نیاز به شکل دهی سرد دارند به چه منظور انجام میشود؟دراین فرآیند در واقع پوششی از فسفاته روی را بر روی مفتول ها ایجاد میکند که به طور محکم به سطح فلز متصل می شود و اصطکاک را در قالب ها در طول فرآیند کشش سرد کاهش می دهد و اجازه می دهد این عملیات به راحتی انجام شود.علاوه بر این که یک لایه پوششی هم در مقابل زنگ زدگی مفتول بعد از عملیات کشش تشکیل میدهد. همچنین در فرآیند شکل دهی سرد در قالب هم اصکاک بین مفتول وقالب را تا حد زیادی کاهش داده و باعث عمر بیشتر قالب و هم تولید محصول با کیفیت می شود.
فسفاته کردن مفتول ها معمولاً بر اساس روش غوطه وری است که در آن کلاف مفتول در وان های مجزا از هم پایین می روند.
در کشش مفتول های فولادی ضخامت پوشش فسفاته بایستی دقت شود که از ضخامت پوشش مناسب استفاده شود. اگر خیلی زیاد باشد، در اولین مرحله کشش اصطکاک افزایش یافته و در نتیجه سفیدک وناهمواری رخ می دهد. از سوی دیگر، با این حال، پوشش فسفات باید به اندازه ای باشد که مزایای آن حتی در آخرین مرحله از کشش هم باقی بماند. به عنوان یک قاعده کلی، برای کشش چندمرحله ای مفتولهای با کربن بالا، یک لایه فسفات باقیمانده پس از کشیدن نهایی 0.5 – 1.0 گرم بر متر مربع مطلوب است. استثنا در این مورد آن دسته از مفتول های فولادی هستند که در آنها یک لایه فسفات در برخی از فرآیندهای شکل دهی بعدی مفید است. بنابراین مفتول های عملیات شکل دهی سرد نیاز به پوشش فسفات 5-15 گرم بر متر مربع دارد که پس از اتمام عملیات فسفاته اندازه گیری می شود.در زیر به مراحل این عملیات در شرکت کاریزان اشاره ای میکینم.
1-مرحله اول وان چربیگیری گرم
2-مرحله دوم وان شستشو واسپری با آب
3-مرحله سوم وان اسیدشویی با اسیدسولفوریک 30%
4-مرحله چهارم وان شستشو واسپری با آب
5-مرحله پنجم وان محلول فسفاته روی
6-مرحله ششم وان خنثی سازی
7-مرحله هفتم خشک کن
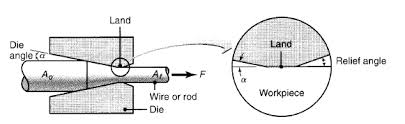
عملیات سایزینگ وکشش مفتول
در شرکت کاریزان به تناسب نوع فرآیند محصول ویا درخواست مشتری عملیات کشش مفتول و سایزکردن جهت استفاده در واحدهای تولید پیچ ومهره زیر نظر کارشناسان مجرب انجام شده وبه ایستگاه دپوی مواد اولیه انتقال داده میشود.